

Whisker Bond: From Findings to Concept in Refractories
Zongqi Guo 1,2, *![]() , Wenxu Wei 2
, Wenxu Wei 2![]()
-
School of Materials Science and Engineering, Xi’an University of Architecture and Technology, Xi’an 710055, Shaanxi, China
-
Luoyang Kechuang New Material Co., Ltd., Luoyang 471822, Henan, China
* Correspondence: Zongqi Guo![]()
Academic Editor: Ali Abdul-Aziz
Special Issue: Ceramic Matrix Composites: Performance Evaluation and Application
Received: January 12, 2024 | Accepted: April 07, 2024 | Published: April 12, 2024
Recent Progress in Materials 2024, Volume 6, Issue 2, doi:10.21926/rpm.2402010
Recommended citation: Guo Z, Wei W. Whisker Bond: From Findings to Concept in Refractories. Recent Progress in Materials 2024; 6(2): 010; doi:10.21926/rpm.2402010.
© 2024 by the authors. This is an open access article distributed under the conditions of the Creative Commons by Attribution License, which permits unrestricted use, distribution, and reproduction in any medium or format, provided the original work is correctly cited.
Abstract
Ceramic bonds are conventionally formed during the burning of refractory bricks and by using pre-fabricated blocks or monolithic lining, which is characterized as the coalescence of the particles by liquid sintering. However, the whisker bond was discovered with the outstanding performance of unburnt periclase–spinel–Al bricks while substituting magnesia–chrome bricks in the chromium-free campaign of refractory lining of RH degassers. Thanks to the prominent effect of the whisker bond, such a refractory material demonstrates ultrahigh hot strength and high resistance to slag penetration and thermomechanical stress. Investigations reveal the initial melting of metal Al at the melting point of 660°C, aluminum liquid rims around the cavities formed before ~800°C, gaseous AlN yielded and distributed throughout the matrix with increasing temperature, gaseous Mg reduced from ~1000°C, and MgAlON whiskers eventually formed in the matrix. Microstructure observations show a densely interwoven whiskers bonded matrix in most residual parts of the used periclase–spinel–Al bricks. The whisker network in the matrix is made up of straight columns of 1–5 µm in diameter and 20–40 µm in length, which is different from birdnesting, nano-size curly whiskers observed in the past. The findings suggest a whisker-bond concept in terms of the bond mode of the whisker network and the process of the vapor–solid forming mechanism.
Graphical abstract

Keywords
Whisker; bond; refractory
1. Introduction
During heating in production or applications, the sintering of refractory materials proceeds, which generates a ceramic bond, generally under the action of a wettable liquid phase arising between contacting particles. A small amount of liquid phase is yielded in the matrix of most refractory materials during sintering at a temperature close to melting. Liquid phase sintering is a usual mechanism of bond formation in refractory materials. Solid particles are soluble from their surfaces in liquid, and in turn, the liquid phase wets the solid particles, providing a capillary force that pulls fine particles together. Simultaneously, the liquid increases the diffusion rate, causing fast sintering or reducing the sintering temperature. Solid particles are gradually grown and redistributed — the pores change from connected to isolated and reduced. After most pores disappear from the green body, the general densification of a refractory is acquired [1].
Typically, in liquid phase sintering, the liquid content is estimated to be between 5 and 15 vol.%, and numerous initial particles coalesce to form each final grain [2]. Three mechanisms contribute to the densification of the structure. Firstly, densification is achieved by the center-to-center motion of the grains [3], with solid diffusion in the liquid to regions away from the contact point, known as contact flattening; Secondly, small grains dissolve while large grains grow and undergo shape accommodation, leading to the disappearance of small grains and reprecipitation on large grains; Lastly, the growth of intergrains contact occurs through diffusion along the liquid wetted grain boundary, where the contact zone expands to alter the shape of the grains with the simultaneous shrinkage [4,5]. These routes result in the formation of a typical ceramic bond, with the coalesce of grains.
Ruhrstahl Heraeus (RH) degasser is a critical facility for refining steel liquid, which has been lined with magnesia–chrome bricks for decades. During the chromium-free campaign in the steelmaking process, the substitution of magnesia–chrome bricks became a strong demand — the advent of periclase–spinel–Al bricks brought new hope and a more potential future [6]. Since 2017, a series of investigations have been carried out to study the phase transition and microstructural evolution of unburnt periclase–spinel–Al brick during heating to answer why this material outperforms all other refractory materials for the RH degassing process. Numerous whiskers were found in the matrix after heating in the lab [7]. The mineral phases and whiskers with temperature gradients were identified from hot face to cold face along a used residual brick [8]. According to the phase evolution during the burning, the properties of basic bricks with three bonding modes were further studied and compared, demonstrating enormous advantages of unburnt periclase–spinel–Al brick over magnesia–chrome brick and magnesia–spinel brick [9].
Various conventional refractories failed to be accepted by RH degassers in the long-term attempts of chromium-free campaigns. While a kind of unburnt periclase–spinel–Al bricks made a miraculous replacement of magnesia–chrome bricks with the comparable service lifetimes of RH degassers [10], a brand-new whisker bond was discovered, playing a significant role in upgrading the eco-friendly industrial operation. In order to stimulate a fundamental development in refractories, a new concept of whisker bond is suggested, with its characterizations, forming mechanism, and differences from the whisker enhancement in refractories.
2. MgAlON Whisker Bond
While coupled snorkels are inserted into a melt-full ladle, the molten steel is drawn into the lower vessel through the inlet snorkel and then recirculated back through the outlet snorkel, which regularly takes about 20 min in one of the degassing circulations. The fluid stream of steel liquid is induced by injecting argon gas. The liquid steel is exposed to the vacuum to remove N2 and H2 gases in steel liquid and to burn carbon by top-blowing oxygen. Refractories lined in the degasser are subjected to extremely hostile environments, such as sudden variation in temperature between 1100°C and 1650°C, erosion/abrasion of rapid-flowing stream, heavy liquid impact with the density assumed as 6.94 g/cm3 at 1600°C, and corrosion/infiltration of aggressive slag and steel liquid.
Periclase–spinel–Al bricks are composed of fused magnesia, preformed spinel, and metal Al, with a binder of phenol-formaldehyde resin [7]. The significant components are 86.5% MgO and 10.8 wt% Al2O3 in a chemical X-ray fluorescence analysis. Nowadays, as the standard material used in the snorkels and lower vessels of RH degassers, periclase–spinel–Al bricks demonstrate excellent performance. Post-mortem analyses have been performed on the residual bricks dismantled from a snorkel with a service life of around 100 heats and a lower vessel with a service life of approximately 230 heats [7,8,9].
Under an incident light microscope, it is observed that the thermal evolution of metal Al takes place, and the formation process of whiskers occurs along the thermal gradients of the samples. Using a scanning electron microscope (SEM) and an energy dispersive spectrometer (EDS), various phases formed in the transforming process from metal Al to whiskers are identified, and the sizes of whiskers are determined.
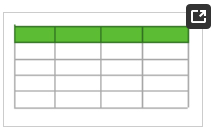
Regarding the compositions of the whiskers, the results analyzed by the energy spectrum under the scanning electron microscope are shown in Table 1, and the main components are Mg, Al, N, and O to infer the mineral phase as MgAlON. Using the FactSage™ 7.3, thermodynamic calculations were performed for the Mg-Al-Si-O-C-N system, predicting MgAlON dominant phase under the appropriate atmosphere [11].
Table 1 Whisker composition of a used periclase–spinel–Al brick.
Regarding the whisker size, there are significant differences in the used refractories collected from a lower vessel and a snokel of RH degasser. The whiskers of Ø3–5 μm × 20–40 μm in size are observed in the lower-vessel bricks with a service life of about 230 heats, and the whiskers in the matrix of the snorkel brick are Ø1–2 μm × 20–40 μm in size after 100-heat performance. It is worth noting that micrometer-scale whiskers were found in the matrix of periclase–spinel–Al brick. In contrast, many previous studies reported only nanometer-scale whiskers observed under a scanning electron microscope and with a magnification of thousands to tens of thousands. After Al2O3–SiC–C material was heated up to 1400°C, a birdnesting of nanometer SiC whiskers was locally formed in the matrix, initially incorporating metal Si as an antioxidant [12]. Whisker enhancement was defined in the matrix [13]. Metal-Si-containing Al2O3–C material also generated local dense nanometer-scale SiC whiskers, which improved the thermal shock resistance but reduced the high-temperature strength [14].
Concerning the whisker distribution and bond modes, micrographs in Figure 1 are taken using optical and scanning electron microscopes. Typically, the whiskers grow within the packed magnesia particles' regular space (below 20–40 μm). Figure 1(a) shows that the whiskers are situated among magnesia particles. A highly dense distribution of interwoven-whiskers network is observed, as seen in Figure 1(b). The matrix of used periclase–spinel–Al bricks is filled with densely interwoven whiskers. Although the bonding of some spinel particles in Figure 1(c) and a few magnesia particles in Figure 1(d) was found, they have no continuous networks formed in the matrix. Most glaring of all, magnesia particles are connected by two ends of some whiskers and a network of whiskers that forms with their connection node, which is an essential bonding mode. Such a whisker-network structure plays a bonding role in the matrix of periclase–spinel–Al refractory without the particle–particle combination of the conventional ceramic bonds. Therefore, the bond in periclase–spinel–Al bricks is not a hybrid of ceramic and whisker bonds.

Figure 1 Photographs of microstructure in used periclase–spinel–Al refractory. (a) Whisker–magnesia matrix under optical microscope; (b) Highly dense whisker distribution under optical microscope; (c) Whiskers–network structure (nodes in red circle) and in-the-cases spinel bond (white arrows) with EDS mapping; (d) Whisker bond between magnesia grains with EDS mapping, and in-the-cases magnesia bond (white arrows).
Such a bond supported by interwoven-whisker networks makes the material a successful eco-friendly alternative to magnesia–chrome refractory in RH degassers. Three bond modes were made to compare various properties of magnesia–chrome bricks with reprecipitated-chromite bond, magnesia–spinel bricks with direct bond, and periclase–spinel–Al bricks with whisker bond [9]. The re-precipitated chromite bond of magnesia–chrome bricks resisted slag infiltration and corrosion. It possessed high hot strength and high thermal shock resistance due to the co-existence of certain liquids at high temperatures. The direct bond of magnesia–spinel bricks brought about poor mechanical and fracture properties, extensive slag penetration, and a negative reheating linear change. As it is a typical representation, most conventional refractories are considered unreliable materials for RH lining. However, an interwoven-whiskers network structure, as a bond mode, reveals significantly advantageous properties of periclase–spinel–Al bricks: 1) High hot strength. The hot modulus of rupture is greater than 20 MPa at 1450°C. In stark contrast, only a few MPa can be reached for most basic refractories; 2) Excellent resistance to slag. A 3-mm-deep penetration of the de-sulfurization slag occurred at 1600°C, which is much shallower than the penetrations in magnesia–chrome brick and magnesia–spinel brick; 3) MgAlON whisker bond. A whisker network structure significantly improves the resistance to thermal stress; 4) Minor expansion value after heating at 1600°C. It is essential to keep the joints of the bricks close to avoid penetration of the steel melts during loading-unloading cycles without great stress generation due to thermal expansion.
Therefore, periclase–spinel–Al refractory achieved industrial success with the eco-friendly replacement of magnesia–chrome bricks and contributed to the advantageous whiskers bond of material development.
3. Germination and Growth Mechanism of MgAlON Whisker Bond
3.1 MgAlON Whisker
First, forming Al4C3 in the Al-containing bricks with a resin binder seems reasonable. However, the fact is that no Al4C3 was detected and found in all the samples heated in the lab or collected from the degassers, despite endless arguments. The reaction 4Al(l) + 3C(s) = Al4C3(s) takes place when metal Al melts over 660°C and contacts directly with solid C, like graphite [15]. The resin provides a small amount of amorphous C, which cannot meet the reaction condition of Al4C3 formation.
The cold faces of all the residual bricks taken from RH degassers have been entirely oxidized, showing a white layer (about 10 mm thick) and the dark rest part of the whole brick. The microstructural evolution of periclase–spinel–Al refractory focuses on the phase transformation process of the Al metal particles with increasing temperature, as seen in Figure 2. While refractory materials, such as periclase–spinel–Al, are heated in the laboratory and during practical application, the partial pressure of CO within the material is relatively high after incomplete oxidation of carbon from the resin binder. In addition, oxygen in the air reacts with the metal Al on the surface layer of the material. After the consumption of O2, N2 of high partial pressure enters the interior of the material. The vacuum of RH degasser during operation accelerates the entry of nitrogen. During use, this atmosphere could meet the phase equilibrium of periclase–spinel–Al refractory materials, where the MgAlON phase is predicated in the Mg-Al-Si-O-C-N system [11].

Figure 2 Photographs of microstructural evolution in periclase–spinel–Al refractory with rising temperature (non-uniform magnification). Upper row: under optical microscope; Lower row: Micrograph of EDS mapping. Two micrographs in each column are corresponded in terms of phase status.
Periclase–spinel–Al bricks contain a metal Al powder with high reflectivity before heating, as shown in Figure 2(1). Metal Al begins to melt at 660°C, and until about 800°C, the molten Al is absorbed by the capillary of the surrounding magnesia, forming a cavity and an Al liquid ring at the original location, as seen in Figure 2(2). As the temperature rises, the liquid Al and N2, O2 also react to produce AlN or AlON in their gaseous state, which is promptly dispersed in the porous area of the matrix. Their homogeneous distribution in every corner of the matrix confirms gaseous diffusion without apparent concentration differences, as shown in Figure 2(3).
Simultaneously, at 800°C, reactions of Al with CO or O2 form various gaseous Al2O, AlO, and AlO2 [15,16]. The Al2O gas is vital for whisker formation since this species is responsible for mass transport in the vapor phase. Thermodynamics of the gaseous molecules AI2N, AIN, and AI2N2 were studied using Knudsen cell mass spectrometry [17] to determine the possibility of these gaseous phases. In a study of in-situ synthesis and formation mechanism of AlN in Mg-Al alloy [18], a direct nitridation reaction of N2 and Al to form in-situ AlN phases takes place due to a cavitation effect of N2 gas bubbles during a violent collapse at the temperature of 750°C. Both the uniformly distributed AlN phases and fiber-like AlN were discovered. It can be deduced that fiber-like AlN initializes the germination of whisker, probably.
While C from resin and MgO react to form gaseous Mg, Mg2, and MgO [19], the whiskers start germinating at the cavity's edge at temperatures between 1100°C and 1300°C. Sufficient space is necessary for whisker germination and growth. Under the N2 and CO atmosphere, the gaseous reactants AlN, Al2O, and Mg generate MgAlON whiskers as long as the metal Al and C are not in direct contact. Whisker grows to the maximum length of about 40 µm, within the regular space in packed particles. The following growth makes whiskers coarser in a larger diameter, which is why thinner whiskers form in snorkels (about 100 heats) than those in lower vessels (250–300 heats). The network structure of the interwoven MgAlON whiskers forms in the matrix, as shown in Figure 2(4). It should be emphasized that the formation of MgAlON whiskers is under reducing atmospheres dominated by N2 and CO at different temperatures rather than a reducing atmosphere only dominated by either one. The reactants involved in MgAlON whisker formation are all gaseous phases. The state of some phases and the detailed reactions need further studies.
3.2 General Mechanism
The condensation of vaporized reactants is a fast and efficient process to form single solid crystals of most whiskers, and three major mechanisms have been developed [20,21]: i) Vapor–liquid–solid mechanism (VLS); ii) Vapor–solid mechanism (VS); iii) Chemical vapor deposition (CVD). Crystal growth usually is nutriated either by a vapor phase reaction followed by saturation of a liquid droplet at the end of the screw dislocation (VLS) or by direct accommodation of species from the vapor phase at the screw dislocation, which is also made by fast surface diffusion along the prism planes (VS, CVD).
As mentioned, SiC whiskers are formed through the vapor–liquid–solid (VLS) mechanism. The growth of the whisker starts at the solid/liquid interface as soon as the melting point of the catalyst is reached by rising temperature and a liquid droplet is formed. Silicon and carbon are dissolved in the liquid catalyst from the vapor phases containing SiO, CH4, or CO in H2 as carrier gas. The supersaturation of Si and C in the melt relative to the solid phase results in the deposition of SiC at the solid/liquid phase boundary at the bottom of the droplet. While a screw dislocation forms in the diameter of the droplet, the catalyst droplet will be pushed straight forward by the growing whisker. It will remain at its top as long as the increasing procedure continues [22].
While MgAlON whisker growth proceeds through the vapor–solid mechanism (VS), gaseous AlN, Al2O, and Mg reactants assemble to generate a single-crystal, solid MgAlON whisker. In a single crystal, a tip spurt settles directly from the gas state along the prism plane through rapid surface diffusion. A tip spurt or other low-energy surface continuously activates successive nucleation of the MgAlON whisker tips. The growth of MgAlON whiskers is a typical vapor–solid mechanism (VS), and the whisker growth accelerates in its linear direction while it is suppressed on the whisker side. In addition, the pores left by the melting of Al metal are conducive to the movement of gaseous reactants through the prism plane to reach the top of the growing whiskers. The diffusion pattern of whisker growth indicates anisotropy in the crystal surface energy, which determines the species' movement in selective directions along the facets of the crystal, forming a smooth surface. However, columnar crystals initially arise from stepped nuclei.
All whisker growth mechanisms share a common feature: gas-phase species must be available during growth. To reach the tip of the growing crystal, species diffuse through the prism plane or dissolve into the droplet. It is preferred to have an ample void space for the gas to flow. If the gas-phase supply stops and when the local densification blocks pores, there are no reactants or raw materials, and whisker growth stops. In this study, MgAlON whiskers with a maximum length of 40 μm are a true reflection of the internal pores of the refractories. Various defects in whisker growth and interruption of species supply would lead to cross-sectional size changes, kinks, and the formation of pores.
Since the whisker formation can bring the advantage of favorable flexibility, the studies of whiskers are commonly made in high-tech ceramics to enhance fracture resistance. Since about 2005, the reinforcing effect of whiskers has been studied in refractory materials. As a common process, whisker formation occurs often by an in-situ reaction. In the MgO–C and Al2O3–C bricks, a carbon-containing binder reacts with Al and Si metals as antioxidants, releasing a vapor phase under reducing conditions to produce an acicular single crystal of SiC, Al4C3, Al2OC, or SiC/SiOC [23,24,25]. Similarly, nitridation of these compounds generates a Si3N4 whisker and a SiAlON whisker [26]. These single crystals are nanometer-scale whiskers, which improve the mechanical properties of refractory materials, especially the thermal shock resistance. The high-temperature strength is further enhanced because the fracture energy is optimized, which is conducive to compliance with and tolerance for crack growth. Nanosized carbon fibers can also combine coarse and fine MgO particles, bridging and blocking cracks. However, these whiskers are mostly grown as tiny crimp threads in the pores and cavities without fixed ends and bearing capacity. In periclase–spinel–Al bricks, most of the whisker tips shown in Figures 1 and 2 are anchored to the MgO particles; even if there are free tips, they are intersected and weaved together to form a reliable bond. They are essential elements of a whisker bond.
Therefore, it is intriguing to consider implanting the whisker bonds into functional materials for the steelmaking process. Forming conditions of the whisker bond in refractories are somewhat necessary, i.e., 1) During heating, one or a few gaseous phases form. They crystalize or react to form single-crystal whiskers with rising temperatures; 2) The atmosphere is a crucial factor in driving the formation of whiskers. Both the N2-dominated and the CO-dominated environments are considered as reducing atmospheres. Under the CO-dominated atmosphere, it is common for MgO-based refractories to yield MgO whiskers, releasing a white rope out of their bodies; 3) It is necessary to have an interior space for the growth of the whiskers. There are different sizes of spaces in packed particles of refractories, which are regularly smaller than 40 µm; 4) Whisker compositions are determined by a complicated thermodynamic equilibrium.
4. Summary and Conclusion
Eco-friendly periclase–spinel–Al bricks have successfully replaced magnesia–chrome bricks in RH degassers and promoted chromium-free campaigns in the steelmaking process. In contrast, conventional refractories failed to meet the working conditions of steel-liquid stream impact during the circulation between ladle and RH degasser and thermal shock stresses caused by the temperature fluctuations between 1100°C and 1650°C. Such superior performance is attributed to the formation and advantages of the MgAlON whisker bond over the traditional ceramic bond.
Whiskers in refractories have been developed from the enhanced effect of birdnesting, nanometer-scale whiskers to the whisker bond of a micrometer-scale, interwoven network in the matrix. Due to superior resistance to slag and thermomechanical stress, it is expected to implant in other functional refractories. The concept of a whisker bond is suggested based on a network structure formed by gaseous species and the comprehensive performance of superior slag and stress resistance.
Author Contributions
Dr. Guo wrote the manuscript and Mr. Wei performed microstructural analyses.
Competing Interests
The authors have declared that no competing interests exist.
References
- De Jonghe LC, Rahaman MN. Chapter 4 — 4.1 Sintering of ceramics. In: Handbook of Advanced Ceramics. Cambridge, MA: Academic Press; 2003. pp. 187-264. [CrossRef]
- German RM, Suri P, Park SJ. Liquid phase sintering. J Mater Sci. 2009; 44: 1-39. [CrossRef]
- Marion JE, Hsueh CH, Evans AG. Liquid-phase sintering of ceramics. J Am Ceram Soc. 1987; 70: 708-713. [CrossRef]
- Gessinger GH, Fischmeister HF. A modified model for the sintering of tungsten with nickel additions. J Less Common Met. 1972; 27: 129-141. [CrossRef]
- Gessinger GH, Fischmeister HF, Lukas HL. A model for second-stage liquid-phase sintering with a partially wetting liquid. Acta Metall. 1973; 21: 715-724. [CrossRef]
- Zhao M, Chen R, Shen Z, Jin C. Realization of chrome-free refractories for RH degasser. Naihuo Cailiao. 2013; 47: 433-436.
- Guo Z, Ma Y, Neuboeck R, Koeck A. Thermal evolution of Al-containing magnesia refractories for RH snorkels. China's Refract. 2019; 28: 1-6.
- Guo Z, Lei Z, Ma Y, Huang Z, Dang X, Xu Z. Bonding phase formation in eco-friendly periclase−spinel−Al bricks used in RH degassing process. J Eur Ceram Soc. 2023; 43: 2663-2674. [CrossRef]
- Guo Z, Dai Y, Chen J, Lei Z, Gao J, Yuan W. Three bond modes of basic refractories used for Ruhrstahl Heraeus degassing process. J Am Ceram Soc. 2023; 106: 5403-5419. [CrossRef]
- Guo Z, Ma Y, Dang X, Feng C, Duan F. Critical whisker bond of a profound chromium-free refractory for RH degassers. Sādhanā. 2022; 47: 70. [CrossRef]
- Atzenhofer C, Harmuth H. Phase formation in MgO–C refractories with different antioxidants. J Eur Ceram Soc. 2021; 41: 7330-7338. [CrossRef]
- Karamian E, Monshi A. Influence of additives on nano-SiC whisker formation in alumina silicate–SiC–C monolithic refractories. Ceram Int. 2010; 36: 811-816. [CrossRef]
- Karamian E, Monshi A, Bataille A, Zadhoush A. Formation of nano SiC whiskers in bauxite–carbon composite materials and their consequences on strength and density. J Eur Ceram Soc. 2011; 31: 2677-2685. [CrossRef]
- Zhu B, Zhu Y, Li X, Zhao F. Effect of ceramic bonding phases on the thermo-mechanical properties of Al2O3–C refractories. Ceram Int. 2013; 39: 6069-6076. [CrossRef]
- Poirier J, Prigent P, Bouchetou ML. The effect of fine and ultra-fine particles on the design of refractory ceramics. Refract WorldForum. 2011; 3: 99-109.
- Ng DHL, Yu P, Ma NG, Lo CK, Kwok WY, Yau MY, et al. Formation of micron-sized and nanometer-sized single crystal alumina whiskers by displacement reactions. J Eur Ceram Soc. 2006; 26: 1561-1565. [CrossRef]
- Meloni G, Gingerich KA. Thermodynamic study of the gaseous molecules AI2N, AIN, and AI2N2 by Knudsen cell mass spectrometry. J Chem Phys. 2000; 113: 10978-10982. [CrossRef]
- Yang C, Lü H, Chen G, Liu F. In situ synthesis and formation mechanism of AlN in Mg-Al alloys. Rare Met Mater Eng. 2016; 45: 18-22. [CrossRef]
- Yamaguchi A, Hashimoto S. Growth of magnesia whiskers. Ceram Int. 1992; 18: 301-305. [CrossRef]
- Pyzik AJ, Hart AM. The use of phase studies in the development of whiskers and whisker-reinforced ceramics. In: Phase diagrams in advanced ceramics. Amsterdam, Netherlands: Elsevier; 1995. pp. 157-226. [CrossRef]
- Telle R. The role of whisker for the reinforcement of refractories. Proceedings of 55th International Colloquium on Refractories; 2011 September 19-20; Aachen, Germany. Aachen, Germany: RWTH Aachen University.
- Milewski JV, Gac FD, Petrovic JJ, Skaggs SR. Growth of beta-silicon carbide whiskers by the VLS process. J Mater Sci. 1985; 20: 1160-1166. [CrossRef]
- Aneziris CG, Hubálková J, Barabás R. Microstructure evaluation of MgO–C refractories with TiO2- and Al-additions. J Eur Ceram Soc. 2007; 27: 73-78. [CrossRef]
- Matsuo Y, Tanaka M, Yoshitomi J, Yoon SH, Miyawaki J. Effect of the carbon nanofiber addition on the mechanical properties of MgO–C brick. Proceedings of the 12th Biennial Worldwide Conference on Refractories, UNITECR 2011; 2011 October 30-November 2; Kyoto, Japan. Fukuoka, Japan: Kyushu University.
- Coelle D, Aneziris CG, Schaerfl W, Dudczig S. Novel alumosilicate–C composites due to Nanoparticle additions. Proceedings of the United International Technical Conference on Refractories; 2007 September 18-21; Dresden, German. Hannover, German: TIB.
- Primachenko VV, Martynenko VV, Babkina LA, Savina LK, Karyakia EL, Privalova NG. Research of microstructure and phase composition of sialon-bonded alumina refractories obtained by reactive sintering under various temperatures. Proceedings of the 12th Biennial Worldwide Conference on Refractories, UNITECR 2011; 2011 October 30-November 2; Kyoto, Japan. Moscow, Russia: eLIBRARY.RU.
